
Dil
Ürün Arama
Dil
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Şirket Haberleri
DMAIC - İşlenmiş Parçaların Sürekli Kalite İyileştirmesinin Kolaylaştırılması
2025-09-19Şirketin kalite politikasına ve "Kendini Memnun Et, Müşterileri Memnun Et, Dürüst ve Güvenilir Ol ve Mükemmellik İçin Çabala" yönetim felsefesine bağlı kalarak, müşterilerimize sürekli olarak daha yüksek maliyet etkinliği ve daha istikrarlı kalitede ürünler sunuyoruz. Son zamanlarda, işleme atölyesinde, bazı önemli süreçlerin temel boyutlarının veya geometrik toleranslarının işleme sonrasında kararsız olduğu ve 6 - Sigma kontrol gerekliliklerini karşılayamadığı bir olgu yaşandı. Şirketin yönetimi buna büyük önem veriyor ve atölye kalitesini iyileştirme görev gücü oluşturmak için atölyeyi teşvik etti. Bu görev gücü ilgili departmanların liderlerinden, ilgili mühendislerden, ekip liderlerinden ve ön saflardaki üretim çalışanlarından oluşur. DMAIC 6 - Sigma iyileştirme yöntemi kullanılarak kapsamlı bir kalite iyileştirme kampanyası başlatıldı. Arka plan araştırması, veri toplama, sorun özeti, neden analizi ve kısa vadeli ve uzun vadeli iyileştirme tedbirlerinin formüle edilmesi gibi bir dizi iyileştirme faaliyeti yoluyla kalite iyileştirme çalışması tam olarak gerçekleştirildi. Bu iyileştirme faaliyeti, tabandan yöneticilerin ve çalışanların 6 - Sigma iyileştirme araçlarını paralel bir şekilde anlama, uygulama ve teşvik etme konusundaki pratik becerilerini kapsamlı bir şekilde geliştirmiştir. İşlenmiş parçaların kalite özelliklerindeki değişkenliği ve dalgalanmayı azaltmaya yardımcı olur, böylece motorların genel üretim kalitesini artırır ve müşterilere daha kaliteli ürünler sunulmasına yardımcı olur.
DMAIC iyileştirme süreci beş aşamadan oluşur: Tanımla, Ölç, Analiz Et, İyileştir ve Kontrol Et. Bu beş aşama, tam süreçli bir kalite iyileştirme yöntemini oluşturur ve her aşama, çeşitli iş adımlarından oluşur. Aşağıda, çift destekli makine tabanı ve yatak odası tertibatının montajından sonra ön ve arka yatak odacıklarının eş eksenliliğinin ve tertibat uç yüzünün salgısının dengesiz olması sorununun iyileştirilmesinin kısa bir açıklaması yer almaktadır:
01 Tanımla
Ekibin ilgili üyeleri özel bir kalite iyileştirme toplantısı düzenleyerek ekibin iyileştirme hedeflerini tanımlamak için beyin fırtınasından yararlandı:
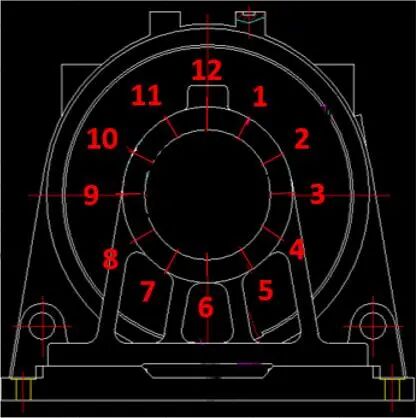
• a) Sorun: Çift destekli makine tabanı grubunun yatak yuvasının ince işlenmiş iç deliğinin eş eksenliliği dengesiz. Montajdan sonra, tüm makine tabanının yatak odasının salgısının çizim gereksinimlerini karşılamayan toleransı aşmasına neden olacaktır.
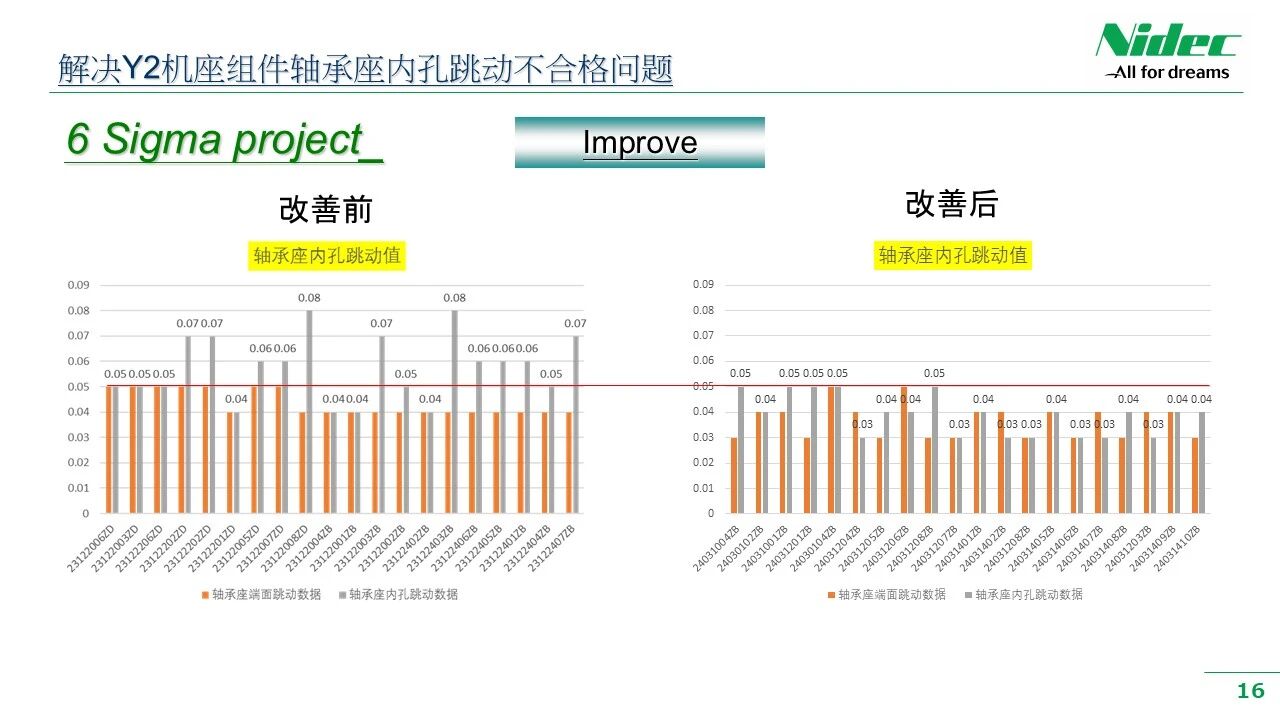
• b) İyileştirme Hedefi: Kusur oranı 200 PPM'den az ve yatak odasının salgısı 0,05 mm'den az.

02 Ölçü
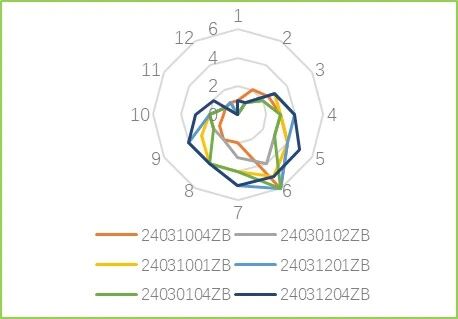
İyileştirme ekibi, işleme süreciyle ilgili kaliteyi etkileyen parametrelerden oluşan bir tablo tasarladı. Bu tabloya göre ilgili proseslerin operatörleri, proses ve proses ayrıştırması, kesme parametresi ayarları, takım ve fikstürlerin temel parametre ayarları, konumlandırma ve sıkma kuvveti ayarları ve diğer ilgili parametreler dahil olmak üzere veriler topladı. Veri toplama işlemi tamamlandıktan sonra mevcut ölçüm sisteminin etkinliğinin objektif bir değerlendirmesini yapmak için bir radar grafiği kullanılır.
• A. Değerlendirme Parametrelerini Tanımlayın
Beyin fırtınası için neden-sonuç balık kılçığı diyagramını kullanarak, 5M2E'deki olası neden-etkileyici faktörleri (İnsan, Makine, Malzeme, Yöntem, Ölçüm, Çevre, Enerji) listeleyin ve kaynak verileri bir liste biçiminde toplayın. Örneğin, sıkma kuvveti ile deformasyon arasındaki korelasyon, takım tezgahı hızı ile kesme parametre ayarları arasındaki korelasyon ve takım tezgahının doğruluk parametreleri arasındaki ilişki.
• B. Veri Topla
Temel kalite özelliklerini ve temel süreç çıktı değişkenlerini doğruladıktan sonra, temel süreç girdi değişkenlerini bulun. Süreç mühendisi, çalışanlara veri toplama konusunda rehberlik eder.
• C. Ölçülen Verileri Değerlendirin
Temel süreç değişkenlerinden toplanan kaynak verilerine dayanarak ortalama, varyans ve standart sapma gibi istatistiksel verileri hesaplayın. Daha fazla analiz için bir Pareto şeması, X/R kontrol şeması veya radar şeması çizin. Örneğin, veri radar grafiği aracılığıyla, makine taban tertibatının yatak yuvasının iç deliğinin salgısının, yatak yuvasının iç deliğinin deformasyonundan kaynaklandığını görebiliriz. Bu sonuca dayanarak nedenleri hedefli bir şekilde analiz edebiliriz.
03 Analiz et
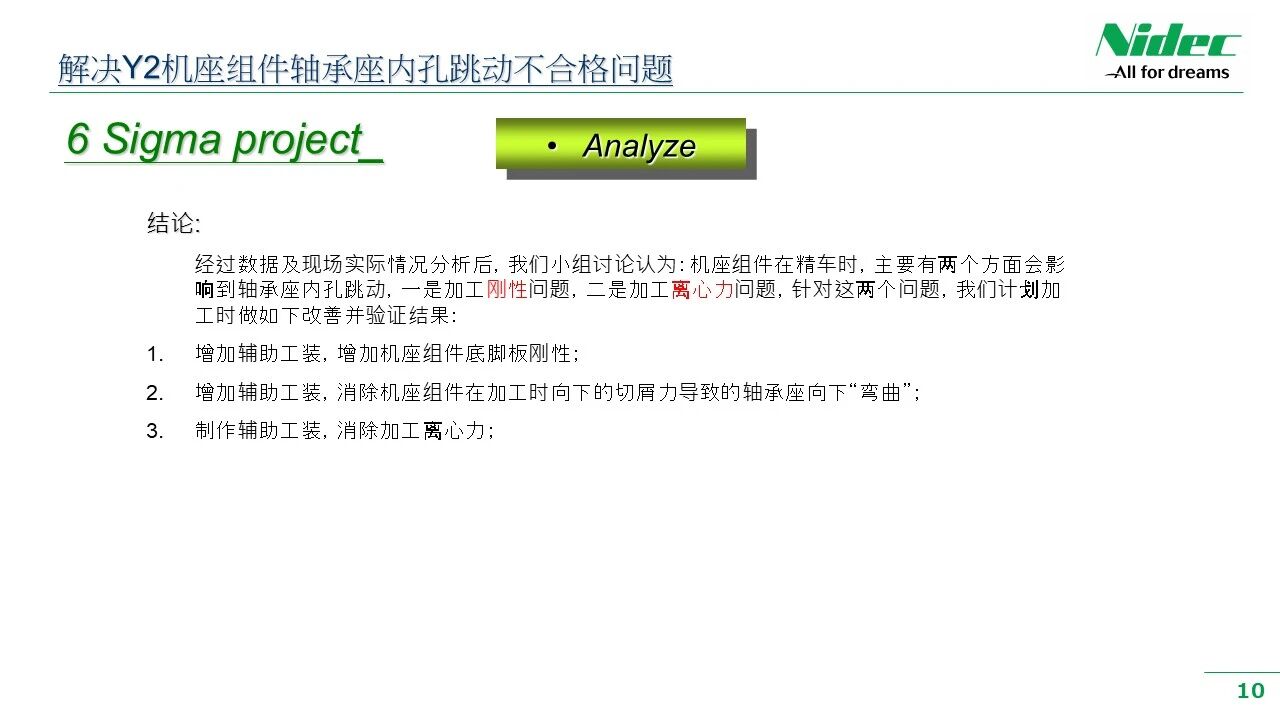
Ekip, toplanan veriler üzerinde derinlemesine neden analizi yapmak ve kök nedeni bulmak için PFMEA (Süreç Arıza Modu ve Etkileri Analizi) ve balık kılçığı diyagramları gibi analiz araçlarını kullanıyor. Bu, veri dağılımının belirlenmesini, değişim eğilimlerini, aykırı değerlerin belirlenmesini, süreç değişkenleri arasındaki ilişkinin analiz edilmesini ve potansiyel sorunların temel nedenlerinin belirlenmesini içerir. Ekip, sorunlar ve nedenler arasında bağlantı kurarak sorunun doğasına ilişkin derinlemesine bir anlayış oluşturabilir ve etkili çözümler formüle etmek için bir temel oluşturabilir. Örneğin, rulman yuvasının iç deliğinin salgı verilerinin radar grafiğinin analizi yoluyla, bu sorunun nedenlerinin işleme rijitliği ve işleme merkezkaç kuvvetinin salgı üzerindeki etkisini içerdiği sonucuna varabiliriz. DOE (Deney Tasarımı) ilkesine göre, neden hipotezinin geçerli olup olmadığını doğrulamak için bir iyileştirme planı tasarlanır ve ardından kök neden bulunur.
04 İyileştir
Ekip, analiz ve doğrulama sonuçlarına dayanarak hedefe yönelik çözümler önerir ve uygular. Bu, süreç optimizasyonunu, teknolojinin yükseltilmesini, operasyon iyileştirmeyi ve diğer hususları içerebilir. Gerçek operasyonda beklenen sonuçları üretebilmelerini sağlamak için ekibin çözümlerin etkinliğini doğrulaması önemlidir. Doğrulama başarılı olduktan sonra ekip, yeni çözümlerin standartlaştırılabilmesini ve iyileştirme sonuçlarının işleme süreci boyunca desteklenebilmesini sağlamak için süreç tanımını ve operasyon yöntemlerini güncelleyecektir. Örneğin, Y2 serisi makine tabanı düzeneğinin salgı problemini çözerken ekibimiz, Analiz aşamasında analiz edilen sonuçlara dayanarak hedefe yönelik çözümler önerdi. Bu çözümler arasında, yatak yuvasının asılı pozisyonuna destek noktalarının eklenmesi, sağlamlığın arttırılması için makine tabanının ayaklarına çelik plakaların eklenmesi ve makine tabanının ayaklarının karşısına karşı ağırlıkların eklenmesi yer almaktadır. Ardından, işleme doğrulama verilerinin ekibin beklediği hedefleri karşıladığını doğrulamak için tek tek deneme işleme doğrulamaları gerçekleştirildi ve sonunda etkili bir çözüm bulundu.

05 Kontrol
Kontrol aşaması, DMAIC yönteminin son halkasıdır ve aynı zamanda iyileştirme sonuçlarının sürdürülebilirliğini sağlamanın da anahtarıdır. Bu aşamada ekip, süreç izlemeyi, anormal işlemleri ve sürekli iyileştirmeyi içeren bir kontrol planı oluşturacak ve uygulayacaktır. Ekip, süreç performansını düzenli olarak izleyerek ve kontrol stratejisini ayarlayarak sürecin her zaman kontrollü bir durumda olmasını sağlayabilir ve sorunun tekrarlanmasını önleyebilir.
Altı Sigma DMAIC iyileştirme aracının işleme atölyesindeki birden fazla iyileştirme ekibinde özel olarak uygulanması yoluyla, tüm çalışanların süreç kalitesini iyileştirmek için bu aracı sürekli olarak kullanma konusundaki farkındalığı ve pratik yeteneği geliştirildi. Atölyedeki tüm çalışanların yenilik ve iyileştirme canlılığını teşvik etti, gelecekteki iyileştirme projelerinde DMAIC yönteminin kapsamlı ve derinlemesine uygulanmasını teşvik etti, işleme atölyesindeki tüm çalışanların kalite anormal sorunlarını analiz etme ve çözme yeteneğini büyük ölçüde artırdı ve çalışanların iyileştirme sürecinde öğrenme, uygulama ve iyileştirme sonuçlarından keyif alma eğlencesini bulmalarını sağladı.
Haber Önerileri

Toplantı "Ni" | Nideco Asansör Bileşenleri 2026 Çin Uluslararası Asansör Fuarı'nda Tanıtıldı
2026-06-20
Nidec Elevator Components Guangde Co., Ltd., Temel Asansör Bileşenleri için Küresel Akıllı Üretim Yükseltmesini Güçlendirerek Büyük Bir Açılışla Başladı
2026-06-20
İpek Yolunda Yeni Fırsatlar: Kazakistan Asansör Pazarını Keşfetmek
2026-06-20
Nidec Ultra-İnce Makine Güçlendirme Çözümü
2026-03-21
Stator için modüler tek dişli sargı, yüksek verimli üretim için yeni bir standart belirliyor
2026-03-02