
Dil
Ürün Arama
Dil
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Şirket Haberleri
Derinlemesine Yalın Üretimi Kolaylaştırmak için VSM İyileştirmesinin Tam Olarak Uygulanması
2025-09-29Nidec KDS Asansör Motorları'nın operasyon ekibi, tüm personele yönelik kapsamlı yalın eğitimin ardından, üretim sürecinde iyileştirmeleri başlatmak için temel araç olarak VSM'yi (Değer Akışı Haritalaması) benimsedi. "VSM" veya Değer Akışı Haritalaması, üretimdeki israfı tespit etmek ve azaltmak için tasarlanmış olup, sonraki iyileştirmeler için çerçeve tabanlı bir zihniyet ve net eylem talimatları oluşturmamıza yardımcı olur.

Bir atasözünde olduğu gibi, "Uzun bir yolculuk küçük adımlarla başlar ve minik derelerden engin bir nehir doğar." Aşamalı VSM eğitimini tamamladıktan sonra pratik uygulama nihayet başladı!
1. Proje Planlama
İlk olarak, proje tanıtımının uzun döngüsü ve iyileştirme faydalarını daha iyi gösterme hedefi göz önüne alındığında ekip, KDS'nin mevcut tüm ürün serilerini kapsayacak şekilde ürün ailesine göre 4 gruba ayrıldı. Her proje grubu, ilgili ürün ailesi içindeki tipik ürünleri seçti, tüm süreçlerinin derinlemesine analizini gerçekleştirdi ve bir proje tanıtım planı oluşturdu.
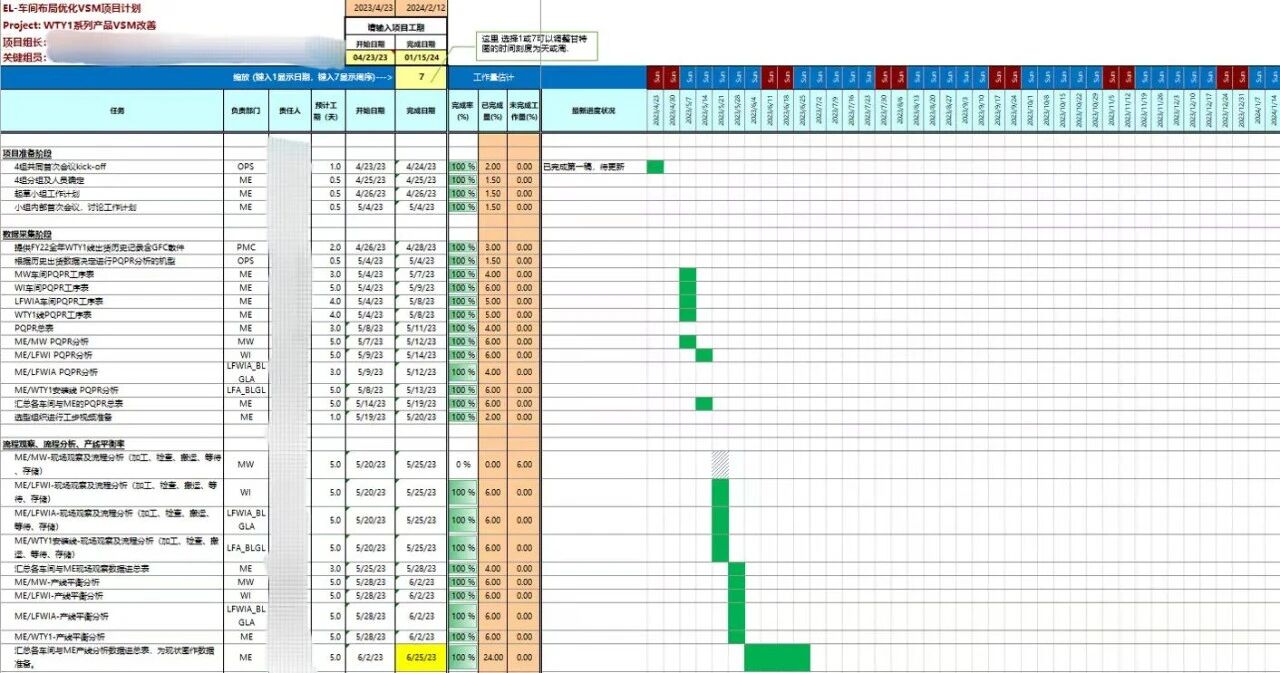
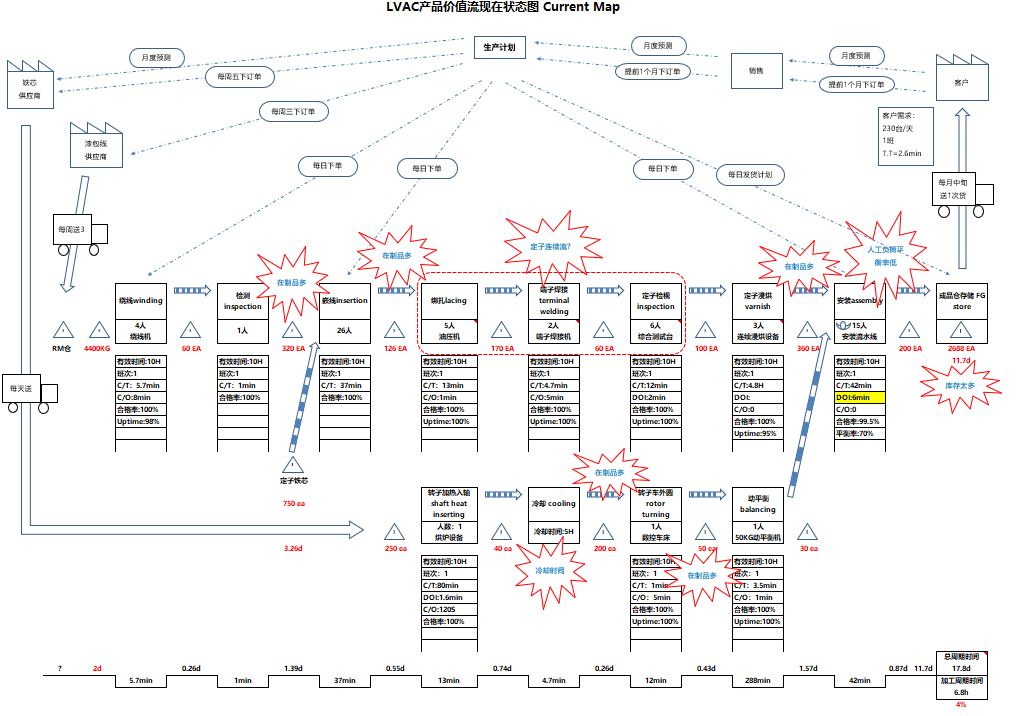
2. VSM Analizi
Departmanlar arası iyileştirme ekipleri oluşturuldu ve Değer Akışı Haritalamanın temel odak noktalarına göre roller atandı. PMC (Üretim ve Malzeme Kontrolü) ve Üretim departmanları bilgi akışı verilerinin toplanmasından sorumluyken, ME (İmalat Mühendisliği) departmanı malzeme akışı verilerinin toplanmasından sorumluydu. Birlikte mevcut durum Değer Akışı Haritasının haritasını çıkardılar.
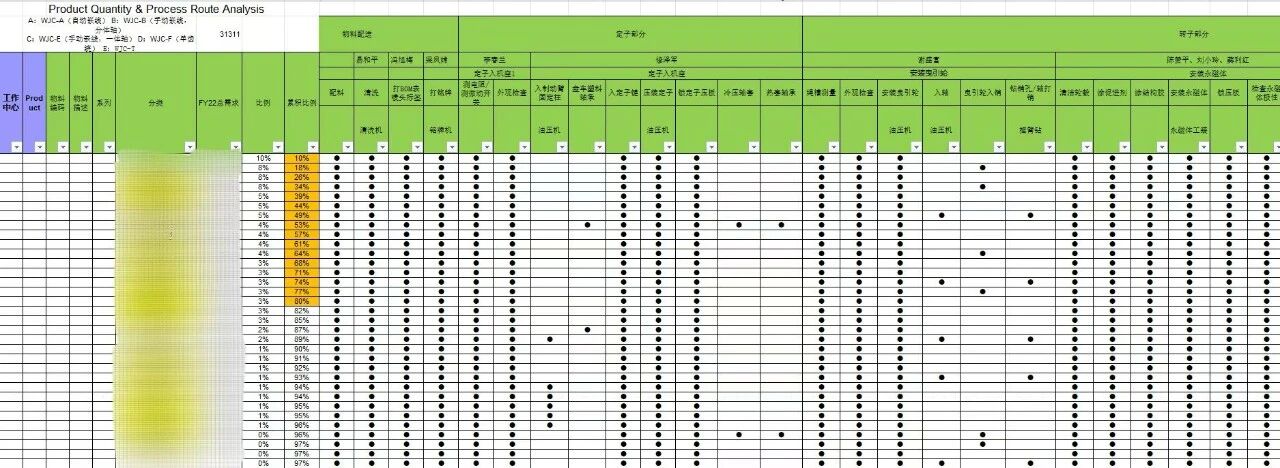
3. PQPR Analizi
Ekip, PQPR (Ürün Miktarı Süreç Yönlendirmesi) analizi aracılığıyla çeşitli ürünler arasındaki süreç farklılıklarını belirledi, ürünleri sınıflandırdı ve üretim verimliliğini artırmak için üretim hatlarını rasyonel bir şekilde düzenledi.
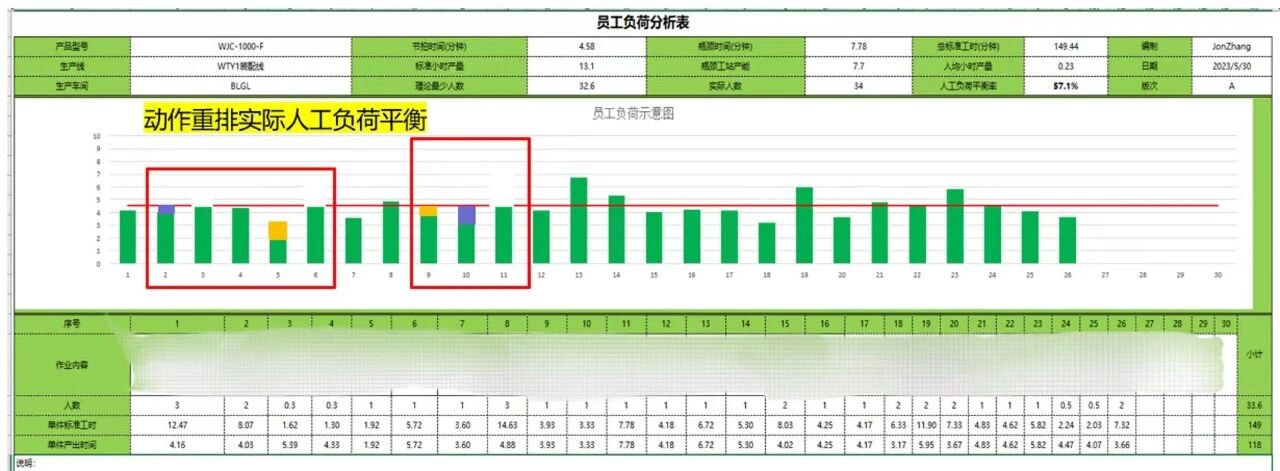
4. Çalışan İş Yükü Analizi
Ekip, temel analiz edilen makine modellerinin Değer Akışı Haritaları ve mevcut durum haritalarının yanı sıra yalın değer akışlarının altı ilkesini (akış yaratmak, teslim süresini kısaltmak, israfı azaltmak, envanteri azaltmak, personel kullanımını iyileştirmek ve alan kullanımını artırmak) birleştirerek, ön VSM analizi yoluyla iyileştirme fırsatlarını belirledi.
Çalışanların iş yükü oranı kapasite geliştirmede temel bir unsurdur. Süreçler arasındaki tutarsız döngü süreleri nedeniyle gerçek çıktı nispeten düşüktü. Önceki hat dengeleme iyileştirmelerinden elde edilen deneyimden yararlanan ME departmanı, üretim hattı çalışanlarının iş yükü dengeleme oranını artırmaya yönelik girişimlerin desteklenmesine öncülük etti. Süreçleri optimize etmek için ECRS ilkesinin (Eleme, Birleştirme, Yeniden Düzenleme, Basitleştirme) uygulanmasıyla çalışanların iş yükü dengeleme oranı %82'nin üzerine çıktı.
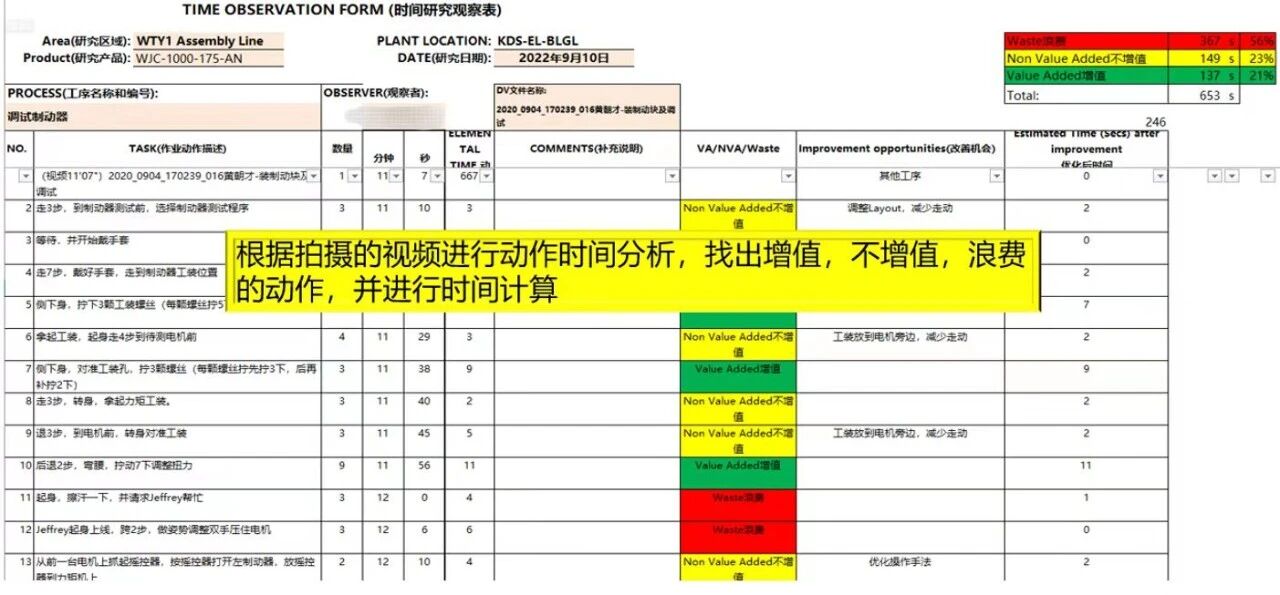
5. Zaman Analizi
Dahili olarak tanıtılan en eski sistematik iyileştirme aracı olarak zaman analizi, sağlam iyileştirme deneyimi biriktirmiştir. Aynı zamanda genel VSM iyileştirme çabasında da öncü bir rol oynadı; hem önceki iyileştirmelerin devamı hem de daha sonraki projeye özgü iyileştirmelerle bağlantı olarak hizmet etti. İyileştirme ekipleri, standart çalışma saati esaslarına uygun olarak her süreçte çalışanların operasyonlarını filme almak üzere özel personel görevlendirdi. Ekip üyeleri ve hatta ön saflardaki çalışanlar videoları ortaklaşa tekrar tekrar gözden geçirdi, iş hareketlerini ayrıştırıp analiz etti ve iyileştirme fırsatlarını belirlemek ve öneriler önermek için toplu beyin fırtınası gerçekleştirdi ve sonuçta bir iyileştirme planı oluşturdu.
6. Gelecek Durum Değer Akışı Haritasını Çıkarmak ve Gerçekleşmesi İçin Çabalamak
Ekiplerin analiz sonuçları ve iyileştirme hedefleri doğrultusunda iyileştirme yönleri ve planları onaylandıktan sonra ilgili gelecek durum Değer Akış Haritası çizildi. Zaman analizinden elde edilen iyileştirme planının rehberliğinde ekip, tüm iyileştirme görevlerinin uygulanmasını aktif olarak teşvik etti ve takip etti ve haftalık toplantılarda iyileştirme ilerlemesini ve sonuçlarını gözden geçirdi.
Bu iyileştirme eylemleri serisini uyguladıktan ve değer akışını optimize ettikten sonra atölye verimliliği %15 arttı ve çalışma saatleri %10 azaldı. Atölye verimliliğini daha da artırmak için iyileştirmeler yapmaya devam edeceğiz.
VSM iyileştirmesinin amacı, çekme üretimi için genel olarak sürekli bir akış oluşturmak, israfı kapsamlı bir şekilde ortadan kaldırmak ve en büyük ölçüde en aza indirmektir. Bu tek seferlik bir faaliyet değildir; fabrikadaki atıklar her yerde mevcuttur ve iyileştirmenin sonu yoktur. İyileştirme uygulamalarının her bir kısmından elde edilen içgörüleri özetleyeceğiz, belirli noktalardan daha geniş resme doğru genişleyeceğiz, daha fazla iyileştirme fırsatı belirlemek için birbirimizden çıkarımlar yapacağız ve hedefleri netleştirmek ve ilerlemek için sistematik öğrenmeyi rehberlik olarak kullanacağız. Ekip üyelerinin temeli sağlamlaştırmasını, iyileştirmeler üzerinde işbirliği yapmasını ve şirketin rekabet gücünü sürekli olarak geliştirmesini ve sonuçta müşterilerin başarıya ulaşmasına yardımcı olmasını gerektirir!
Haber Önerileri

Toplantı "Ni" | Nideco Asansör Bileşenleri 2026 Çin Uluslararası Asansör Fuarı'nda Tanıtıldı
2026-06-20
Nidec Elevator Components Guangde Co., Ltd., Temel Asansör Bileşenleri için Küresel Akıllı Üretim Yükseltmesini Güçlendirerek Büyük Bir Açılışla Başladı
2026-06-20
İpek Yolunda Yeni Fırsatlar: Kazakistan Asansör Pazarını Keşfetmek
2026-06-20
Nidec Ultra-İnce Makine Güçlendirme Çözümü
2026-03-21
Stator için modüler tek dişli sargı, yüksek verimli üretim için yeni bir standart belirliyor
2026-03-02